Information
"Flap Peening" an Flugzeugbauteilen
 Flap Peening Anwendung
Flap Peening Anwendung
Grundprinzip
In der Luftfahrtindustrie nimmt das Arbeitsverfahren "Flap Peening" an vorwiegend hochfesten Aluminium-Legierungen immer mehr zu. Viele hochbelastete Bauteile des Flugzeuges werden bei Schadensbefund in der Instandhaltung wieder repariert. So werden beispielsweise Oberflächenschäden wie Kratzer oder Korrosion durch mechanische Abtragung unter der Voraussetzung ausgearbeitet, dass die maximal zulässige Schadensausarbeitung nicht überschritten wird. Um aber auch für die Bauteile nach der Bearbeitung wieder die volle Lebenserwartung sicherzustellen, fordern etliche Flugzeughersteller meistens ein "Flap Peening" der bearbeiteten Bereiche. Das Verfahren kann direkt an den im Flugzeug eingebauten Bauteilen oder auch ausgebauten Bauteilen erfolgen. Behandelt werden vorwiegend kleinere Flächen bis beispielsweise 10 000 mm². Sind größere Flächen zu behandeln, so sollte das "Shot Peening" Verfahren zur Anwendung kommen.
Bauteile des Flugzeuges werden nicht nur durch hohe Zug- oder Druckkräfte belastet, sondern sie sind auch stetig wechselnden Belastungen ausgesetzt. Von einer wechselnden Belastung spricht man, wenn das Bauteil abwechselnd Zug- und Druckkräften ausgesetzt ist. Je häufiger solche Lastwechsel stattfinden, desto eher besteht die Gefahr einer Werkstoffermüdung. Mit zunehmender Ermüdung eines Werkstoffes sinkt auch seine Belastbarkeit.
Das Abhängigkeitsverhältnis von Anzahl der Lastwechsel pro Zeiteinheit und Lastgröße ist aus der für den betreffenden Werkstoff zutreffenden "Wöhlerkurve" zu ersehen. Man ersieht unter anderem auch die Zeit- und Dauerfestigkeit für den betreffenden Werkstoff.
Ein ermüdetes Werkstoffgefüge kann durch keine Behandlung irgendwelcher Art in den ursprünglichen Zustand zurückversetzt werden. Der Gefahr einer Ermüdung kann aber durch Einbau von Vorspannungen in die betroffenen Bauteile oder Bereiche bedingt vorgebeugt werden.
 Oberfläche nach dem Flap Peening
Oberfläche nach dem Flap Peening
Hierzu wird durch einen gezielten Beschuss mit kugelförmigen Partikeln aus Wolframkarbid eine plastische Verformung der oberflächennahen Schichten des Bauteiles vorgenommen. Daraus resultiert eine Druckeigenspannung, die je nach Material und Strahlungsintensität mehrere zehntel Millimeter in die Oberfläche reicht. Treten nun bei den Betriebsbelastungen des Bauteiles Zugspannungen auf, so kompensieren sie sich ganz oder teilweise mit den induzierten Druckeigenspannungen. Nach dem Flap Peening ist aus der vorher glatten Bauteiloberfläche eine leicht aufgeraute Fläche entstanden, die nicht mehr mechanisch bearbeitet werden darf.
 Steuergerät für parallele Anwendung
Steuergerät für parallele Anwendung
Werkzeuge und Geräte
Für das "Flap Peening" Verfahren ist ein Steuergerät erforderlich. Am Gerät sind Regler vorhanden, mit denen die Drehzahl stufenlos einjustiert werden kann. Meistens ist das Steuergerät so ausgelegt, dass mit ihm zwei "Flap Peening" Arbeitsprozesse parallel durchgeführt werden können. Desweiteren wird eine geeignete Antriebsmaschine mit kleinen Abmessungen benötigt. Für den Antrieb der Maschine kommt meistens elektrische Energie zur Anwendung, da die Maschinen dadurch in kleiner Bauart erstellt werden können und auch die geforderte Drehzahl genauer eingestellt werden kann, als dies mit einer druckluftbetriebenen Antriebsmaschine der Fall wäre.
 Antriebsmaschinen und Aufnahmedorne
Antriebsmaschinen und Aufnahmedorne
Bevor "Flap Peening" an dem Originalbauteil vorgenommen wird, müssen zuerst Probestreifen erstellt werden. Im amerikanischen Sprachgebrauch werden diese als "Almen Test Strips" bezeichnet. Zur Anwendung können drei verschiedene Probestreifen mit der Bezeichnung "A", "N" oder "C" kommen. Sie bestehen alle aus dem gleichen Werkstoff, einem kaltgewalztem Kohlenstoffstahl SAE 1070. Bis auf die Dicke sind die Umfangsabmessungen der Probestreifen alle gleich. Die Auswahl des jeweiligen Probestreifens richtet sich nach der einzubringenden Intensität der einzubringenden Druckeigenspannung. Für die meisten Anwendungsfälle wird Probestreifen "A" verwendet. Für große einzubringende Intensitäten wird Probestreifen "C" und für kleine Intensitäten wird Probestreifen "N" verwendet. Welche Intensität letztendlich in das Flugzeugbautel eingebracht werden muss, richtet sich nach der Materialdicke des Bauteils und dessen Einbauort im Flugzeug. Entnommen wird der geforderte Wert aus der entsprechenden Herstellerunterlage. Um die geforderte Intensität auch wirklich im Bauteil zu erreichen, müssen vorher mindestens drei Probestreifen mit der geforderten und auch erreichten Intensität erstellt werden. Für die Probenerstellung erfolgt die Befestigung des Probestreifens auf einem Magnethalter. Dieser hat drei bewegliche Magnete, die den Probestreifen in Position halten. Durch die Beweglichkeit der Magnete können diese der entstehenden Krümmung des Probestreifens bei der Bearbeitung folgen.
Zweck der Probestreifenerstellung ist die Ermittlung der geforderten Drehzahl der Antriebsmaschine unter Belastung mit eingespanntem Flap, bei welcher durch die geforderte Durchbiegung des Probestreifens auch die richtige Intensität erreicht wird.
 Flaps unterschiedlicher Größe
Flaps unterschiedlicher Größe
Bevor der Probestreifen bearbeitet werden kann, muss der Aufnahmedorn für das Flap in der Antriebsmaschine befestigt werden. Das Flap wird je nach Größe der Bearbeitungsfläche am Flugzeugbauteil passend ausgesucht. Das heißt, eine große Bearbeitungsfläche erfordert auch ein großes Flap. Der Aufbau des Flap besteht aus einer grobmaschigen Gewebeeinlage, in welche mittels eines elastischen Kunststoffes etwa ein Millimeter große Kugeln aus Wolframkarbid an beiden Enden eingegossen sind. Die Kugeln stehen jeweils etwa zur Hälfte vor, damit sie bei sich drehendem Aufnahmedorn auf die Oberfläche des Pobestreifens oder des zu bearbeitenden Flugzeugbauteiles aufschlagen können. Die Intensität der eingebrachten Druckspannung im Probestreifen muss unbedingt nachgewiesen werden. Eine relativ einfache Methode ist das Messen der entstandenen Krümmung des Probestreifens durch die einseitige Bearbeitung. Die Größe der Krümmung und damit auch der eingebrachten Intensität hängt hauptsächlich von zwei Faktoren ab, nämlich der Drehzahl und dem Abstand der Achse des drehenden Aufnahmedorns von der zu bearbeitenden Oberfläche. Die Zeitdauer, hat bei Einhaltung einer Mindestzeit, keinen großen Einfluss auf die Intensität. Bei mder Behandlung müssen die beiden Kugelreihen des Flaps sicht- und hörbar auf die Behandlungsoberfläche aufschlagen.
Sicherheitshinweis
Bei Durchführung einer "Flap Peening" Behandlung ist in erster Linie ein zugelassener Augenschutz, der seitlich vollkommen geschlossen ist, zu tragen. Desweiteren ist eine geschlossene Arbeitsjacke mit eng anliegenden Ärmeln zu tragen.
Um durch "Flap Peening" einen Nutzen zu erreichen, ist es unbedinght notwendig, dass die gesamten durch Anweisung ausgewiesenen Flächen Anzeichen von plastischer Verformung zeigen. Bleibt auch nur ein kleiner Teil einer Fläche unbearbeitet, so macht dies den Erfolg der Arbeit zunichte. Die bearbeiteten Flächen müssen außerdem eine gleichmäßige Bedeckung aufweisen, somit keine ungleichgroßen Kugeleindrücke oder freie Flächen.
 Antriebsmaschine mit Flap
Antriebsmaschine mit Flap
Arbeitsablauf
Zuerst wird das Flap ausgewählt, mit dem die Bauteilbehandlung durchgeführt werden soll. Je nach Behandlungsbereich stehen mehrere Flaps unterschiedlicher Größe und Kugelreihen zur Verfügung. Nach Auswahl des Flaps wird dieses in den Aufnahmedorn eingeführt und fixiert. Es ist darauf zu achten, dass das Flap entsprechend der Drehrichtung der verwendeten Antriebsmaschine eingesetzt wird. Desweiteren muss das Flap symmetrisch eingesetzt werden. Durch das Eingießen der Wolframkarbid-Kugeln in den Kunststoff des Flaps kann es vorkommen, dass die herausstehenden Kugeln an ihrer Oberfläche nicht metallisch rein sind und mit Kunststoff überzogen sind. Um aber den gewünschten Erfolg mit "Flap Peening" zu erzielen, müssen die vorstehenden Kugeloberflächen vor Inbetriebnahme des Flap leicht abgeschliffen werden, um diesen Kunststoffüberzug zu entfernen. Verwendet werden kann hierzu ein Aluminium-Oxid Schleifmittel der Körnung 320 bis 400.
 Flap Peening an einem Probestreifen
Flap Peening an einem Probestreifen
Als nächstes wird ein neuer Probestreifen des Typs "A", "N" oder "C", je nach einzubringender Intensität, auf den Magnethalter aufgelegt. Die Antriebsmaschine mit dem eingesetzten Flap wird nun eingeschaltet und langsam mit Hilfe eines berührungslosen Drehzahlmessers auf die vorgegeben Drehzahl von beispielsweise 2 500 1/min bis 4 800 1/min je nach Größe des Flaps erhöht. Mit dem sich drehenden Flap nähert man sich nun der Oberfläche des Probestreifens, bis ein metallisches Aufschlagen der Kugeln gut hörbar ist und die Kugelreihen auch sichtbar aufschlagen. Der nun ermittelte Abstand zwischen dem Aufnahmedorn und der Oberfläche des Probestreifens ist für die gesamte Bearbeitungszeit einzuhalten. Da sich die vorher eingestellte Drehzahl nun unter Belastung befindet, muss diese mit Hilfe des Drehzahlmessers neu eingestellt werden.
Die wichtigste Information vor Beginn einer Probestreifenbearbeitung ist die Angabe, welche Intensität eingebracht werden muss. Diese könnte beispielsweise für ein Bauteil aus einer hochfesten Aluminiumlegierung mit 9,5 mm Materialdicke der Wert .012 sein. In der Herstellerunterlage erfolgt meistens hierfür die Angabe ".012 A 2". Hierbei ist:
- .012 die Angabe der Intensität, gemessen als Bogenhöhe
- A ist der zu verwendende Probestreifen
- 2 ist die Nummer des zu verwendenden Messgerätes
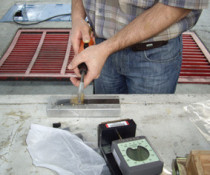
 Messung der Probestreifendurchbiegung
Messung der Probestreifendurchbiegung
Nach etwa 1,0 Minute Behandlungsdauer wird die erreichte Intensität des Probestreifens gemessen. Hierzu wird eine Messuhr verwendet, die vorher mit einer zugehörigen Eichvorrichtung auf die Anzeige "Null" eingestellt wurde. Der Probestreifen ist zum Messen mit der unbearbeiteten Seite zur Auflage einzuführen, wobei die genau definierte Haltekraft für den Probestreifen durch einen an der Messuhr befestigten Magneten sichergestellt wird. Sollte die vorgegebene Intensität überschritten sein, so ist der Vorgang an einem neuen Probestreifen mit niedriger Drehzahl oder kürzerer Behandlungszeit zu wiederholen. Wird die vorgeschriebene Intensität nicht erreicht, so wird mit demselben Probestreifen die Behandlungszeit verlängert, um die geforderte Intensität zu erreichen. Hierbei ist aber in Abständen von 30 Sekunden zu messen, bis die geforderte Intensität erreicht worden ist und somit auch die Sättigungszeit für die Behandlung ermittelt wurde. Wurde der Probestreifen mit Hilfe des Magnethalters erstellt, so ist bei Ermittlung der Intensität der Korrekturfaktor 0,77 zu berücksichtigen. Wurde die Krümmung des Probestreifens mit .016 inch gemessen, so ist dieser Wert mit dem Korrekturfaktor 0,77 zu multiplizieren. Das Ergebnis ist .012 inch, was dem Wert der eingebrachten Intensität entspricht. Da auch die Gesamtzeit ermittelt wurde, bei der dieses Ergebnis erreicht wurde, kann auch die erforderliche Gesamtzeit für das "Flap Peening" am Flugzeugbauteil ermittelt werden.
Praktisches Beispiel:
An einem Flugzeugbauteil wurde auf einer Fläche von 60 cm² leichte Oberflächenkorrosion im zulässigen Bereich ertfernt. Der Flugzeughersteller schreibt für die durchzuführende "Flap Peening" Behandlung die Einbringung einer Intensität im Bereich von .012 bis .016 vor. Da die zu erstellenden Probestreifen auf dem Magnethalter befestigt wurden, ist der Korrekturfaktor 0,77 zu berücksichtigen. Die gemessene Krümmung am Probestreifen nach der Behandlung beträgt somit:
.012 inch : 0,77 =.016 inch minimum und .016 inch : 0,77 =.020 inch maximum
- Die Gesamtfläche der Bearbeitung am Flugzeugbauteil beträgt 60 cm²
- Die Fläche des Probestreifens beträgt 14,5 cm²
- Die ermittelte Zeit für den Probestreifen waren 3 Minuten bei 3 200 1/min
Benötigte Gesamtzeit für die "Flap Peening" Behandlung am Flugzeugbauteil:
60 cm² : 14,5 cm² x 3 min = 12,4 min Gesamtzeit
 Flap Peening am Flugzeugbauteil
Flap Peening am Flugzeugbauteil
Nach dem "Flap Peening" ist die bearbeitete Oberfläche mit einer optischen Prüfvorrichtung zu untersuchen, ob eine vollständige Bedeckung der Fläche erreicht worden ist. Hierzu sollten die Kugelabdrücke gleichmäßig und ineinandergehend über die gesamte bearbeitete Fläche verteilt sein. Wurde das "Flap Peening" sehr intensiv nur an bestimmten Stellen der Fläche vorgenommen, so entstehen unzulässige Vertiefungen und ein hoher Materialabtrag. Eine einfache Sichtprüfung auf übermäßigen Materialabtrag kann mit einem Klebeband vorgenommen werden. Das Klebeband wird hierzu auf die behandelte Fläche fest aufgedrückt und wieder abgezogen. Übermäßig anhaftende Partikel deuten dann auf ein "overpeening" hin. Die abschließende Schutzbehandlung der Oberfläche ist den Angaben aus der Herstellerunterlage zu entnehmen.
Über die durchgeführte "Flap Peening" Behandlung ist eine Dokumentation zu erstellen, die folgende Angaben enthalten sollte:
- Flugzeugregistrierung mit FH und FC
- Datum der "Flap Peening" Bearbeitung
- Partnumber oder S/N des bearbeiteten Bauteiles
- Teilenummer des benutzten Flaps
- Vorgegebene Intensität vom Flugzeughersteller
- Tatsächlich eingebrachte Intensität
- Drehzahl der Antriebsmaschine
- "Flap Peening" Gesamtzeit für die Bearbeitung am Bauteil
- Digitalfotos des bearbeiteten Bereiches
Fazit
Bitte beachten Sie, dass die vorgehende Beschreibung nur einen globalen Überblick verschaffen soll. "Flap Peening" an ein- oder ausgebauten Bauteilen darf nur nach einer Unterlage durchgeführt werden, die einer ständigen Revision unterliegt. Dies können die verschiedenen Structural Repair Manuals, Process Specifications der Flugzeughersteller und auch die US-Specification nach MIL-R-81841 sein.